MT4.5 ER40 Collet Chuck
 |
This is a collet chuck I made for the M250. The lathe has a relatively unusual spindle taper: it's Morse Taper 4.5. This taper has the advantage of not requiring quite as big a spindle as MT5, but having a much larger through bore (35 mm) than an MT4 spindle would have. The big disadvantage of the taper is that tooling is very hard to come by.
I initially made an MT4.5 to MT3 adaptor for the lathe and have used that a few times with an ER40 MT3 collet chuck. By preference though, I've tended to use a collet chuck mounted on a backplate. This has the advantage of being quicker to mount and having the full 30 mm through bore (whereas the MT3 adaptor only allows stock to be inserted about 50 mm deep).
The disadvantage of the backplate-mounted collet chuck is that I was never very happy with its accuracy. I don't know whether this is down to wear on my lathe's spindle flange or just a cheap and not very good quality collet chuck, but I decided I'd like to have an alternative.
The photo at the top of the page shows the two components that make up the new chuck. In the bottom-left of the photo is a very simple piece that can be inserted in the rear of the chuck. It is made of 28 mm EN1A bar. The outside diameter is threaded M28×1.5 and it has an M10 threaded hole through the middle. One end has a plain section reduced to 26 mm - this just gives me something to grab onto if I insert it into the back of the collet chuck and it's a bit stiff to remove.
The chuck itself is made of 50 mm EN1A bar: this isn't suitable for hardening (although I guess I could case-harden it), but it won't get very heavy use in my workshop so I think I can live with it being soft. One end is turned to match the MT4.5 taper in the spindle; the other end has the ER40 collet shape. It is drilled and bored through to a diameter of 26.5 mm and the Morse taper end has an internal M28×1.5 thread to a depth of 20 mm.
In use, the threaded insert is screwed into the rear of the chuck and then the chuck is inserted into the spindle of the lathe. A drawbar consisting of a custom top-hat washer, a nut and a length of M10 threaded rod holds the chuck firmly in the spindle. For light-duty use, I can omit the drawbar and the threaded insert and this allows 26 mm stock to be passed all the way through the collet chuck. Whilst this doesn't permit the full 30 mm allowed by the ER40 collet range, it will cope with most material. Even with the drawbar in place, 26 mm bar can be inserted to a depth of about 100 mm.
Manufacture
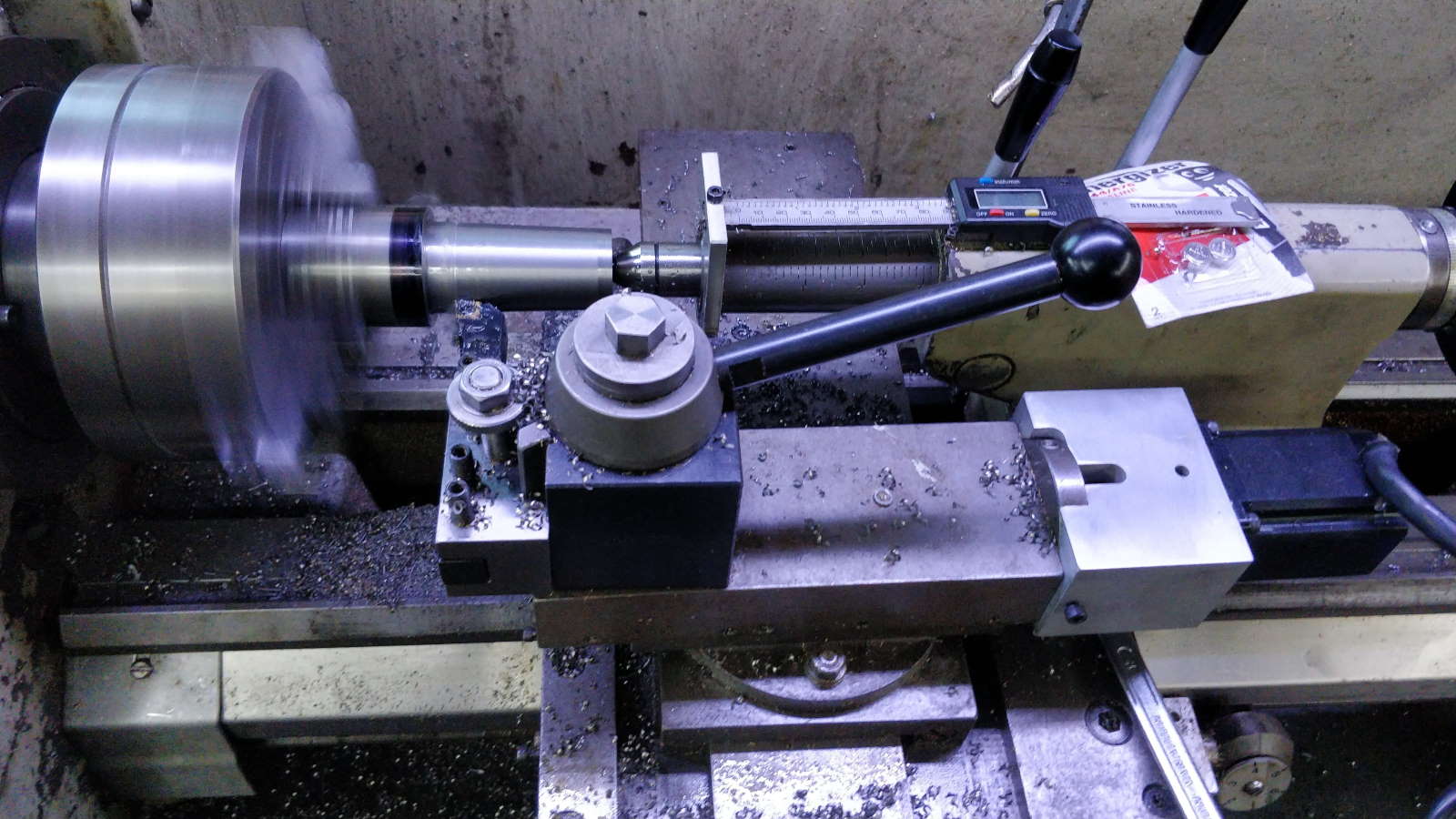 |
This photo shows the lathe running and cutting the taper (using my top slide motor). For a chuck like this, the sequence of manufacture is quite important, so I thought I'd write down the process I followed:
- First make the insert: this is straightforward, but it's worth making it before the chuck so that it can be used as a reference for checking the internal thread in the back of the chuck.
- Remove the chuck from the lathe and mount a dial indicator on the top-slide. Ensure the indicator arm is on centre height and adjust the top slide to match the taper. I set it up to match the taper on the rear side of the spindle (so the top-slide moves out as it moves closer to the headstock - as shown in the picture).
- Fit the chuck and mount a 125 mm long 50 mm diameter steel bar.
- Face and centre drill the end. Support the end with a tailstock centre. Make sure the position of the tailstock allows tool access to the full length of the material.
- Turn down the outer diameter to 39 mm (or thereabouts: this isn't critical) for a length of 75 mm
- Lock the carriage in place and use the top-slide to cut the Morse taper. Cut until the small diameter is 35 mm. I used my top-slide motor to produce a smooth finish.
- Drill and bore through to a little over 26 mm (such that 26 mm stock can easily pass through the bore).
- Bore to 26.5 mm to a depth of 20 mm (if the overall bore isn't already this size).
- Thread the inner 20 mm length to M28×1.5, checking with the insert. I did this with an internal left-hand threading tool (SIL0010), mounted upside down in a tool holder. Cuts are then done with the lathe running backwards and the tool comes out of the workpiece as it cuts. This takes a lot of the stress out of threading!
- Remove from the chuck and remove the chuck.
- Mount some form of ER40 chuck in the headstock somehow. If no ER40 chuck is available, fit a large diameter (ideally more than 20 mm) piece of bar stock in the three-jaw chuck. Skim it down to a round number of millimetres (if it's already a round number of millimetres, reduce by a millimetre: this ensures it's concentric with the spindle). Slide an ER40 collet over the bar (small end first), and use this as a reference instead of using a chuck.
- Adjust the top slide to match the near side of the taper (moving towards the centre as you go towards the headstock).
- Remove everything from the headstock, clean the internal taper and mount the chuck-to-be in the spindle, using a drawbar and your insert to hold it firmly in place.
- Cut an M50×1.5 thread to a length of at least 16 mm. Use an ER40 nut to check the thread. If cutting with a "normal" tool and the lathe running forwards, you might want to use a parting tool to produce a small run-out area prior to threading. I used an upside-down SEL1616 tool holder mounted upside down with a full-profile insert. I ran the lathe backwards at 550 rpm (I definitely wouldn't run it that fast if threading towards the headstock).
- Bore internally 30 mm diameter to a depth of approximately 48 mm.
- Cut the ER taper (I used my top-slide motor for a smooth finish) until the outer diameter is 40 mm. Test fit with a collet and collet chuck.
- Mill flats on it (or drill holes for a tommy bar) to help with tightening. I milled flats in a hex form for a 46 mm spanner. I did this by using an ER32 hex collet block with a 20 mm collet and a piece of 20 mm bar mounted in it. I then used an ER40 20 mm collet in the new MT4.5 adaptor to hold onto the same bar and then the ER32 collet block made it easy to index round for the six flats.
This website is free, but costs me money to run. If you'd like to support this site, please consider making a small donation or sending me a message to let me know what you liked or found useful.