Gas Cylinder Spanner
 |  |
This is a spanner I made for opening and closing the valve on my Argon cylinder. The one I initially bought (shown on the right) when I switched from rent-free gas (which had a hand-operated valve) to rental gas (which had a spanner-operated valve) incorporated a couple of open-ended spanners for gas fittings (only one of which was the right size for one of the regulator fittings), but had to be held up close to the valve. That meant it clashed with the regulator if it was pointing up or the gas bottle if it was pointing down.
The body of the spanner was made out of EN3B round bar, 25 mm diameter but reduced to 19 mm near the end. I chose EN3B as my more usual choice of EN1A isn't considered to be weld-able due to the inclusion of sulphur (which helps make it a free-machining steel). The handle is made from 3 mm × 25 mm mild steel (I'm not sure the grade: it's the stuff usually used for welded construction).
 |
The new spanner is much longer in the axis of the valve and hence doesn't clash with the bottle at all, making it much easier to use. It is also better held in place. I had to remove the old one when not actually turning the valve, so then had to find it again next time I needed it! The new one stays put and can live permanently in place.
Manufacture
 |
This shows a top view of the spanner. The most complicated aspect of the build was making the 7 mm AF square hole. A rotary broach is on my list of things to make at some point, but I don't have one at the moment (and even if I did, I'm not sure I'd bother making a 7 mm square cutter as it wouldn't get much use). I didn't fancy filing a square pocket in a blind hole or filing a through hole that would be 60 mm long, so I decided to make it a different way. The next few CAD images will hopefully explain this better than I could with text alone!
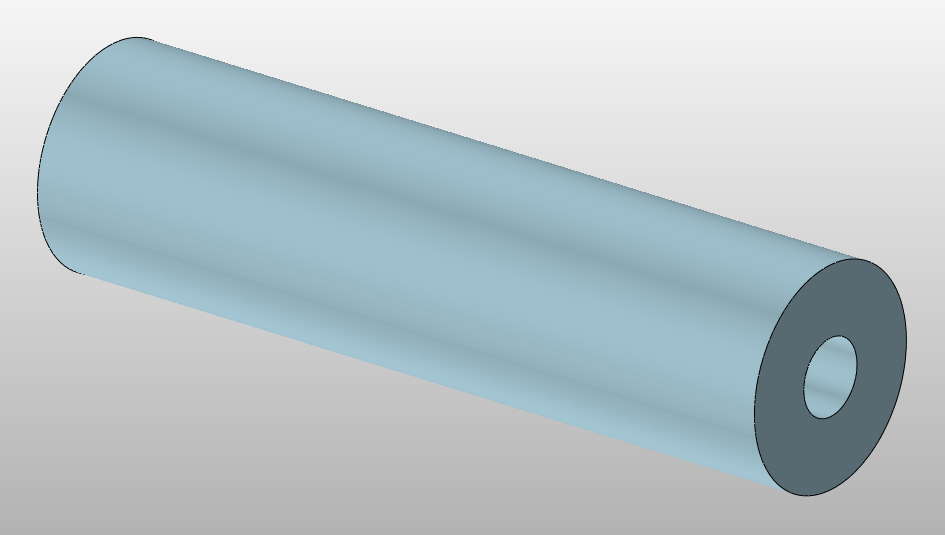 |
I started with a bit of bar stock, faced the end and drilled a 7 mm diameter hole to a depth of about 30 mm.
 |
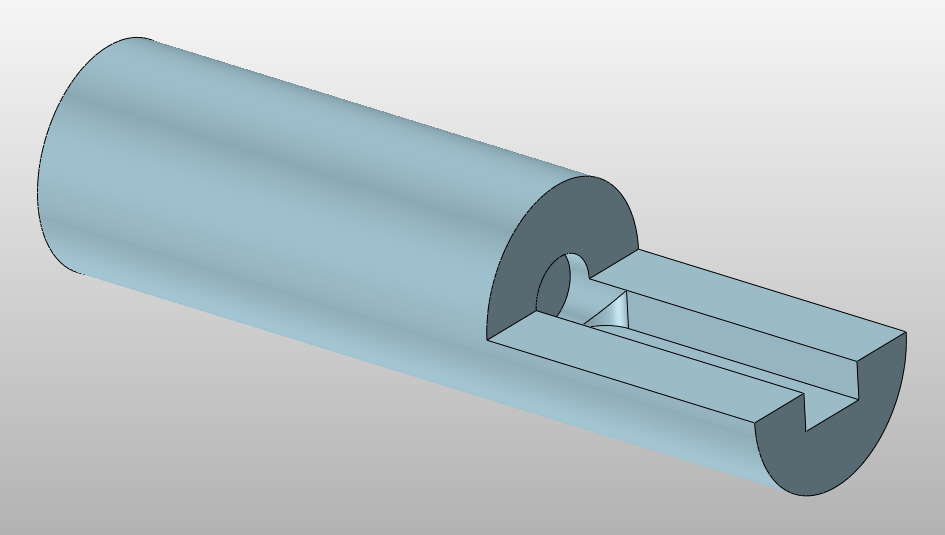
I then milled half of the stock away to a length of about 28 mm.
 |
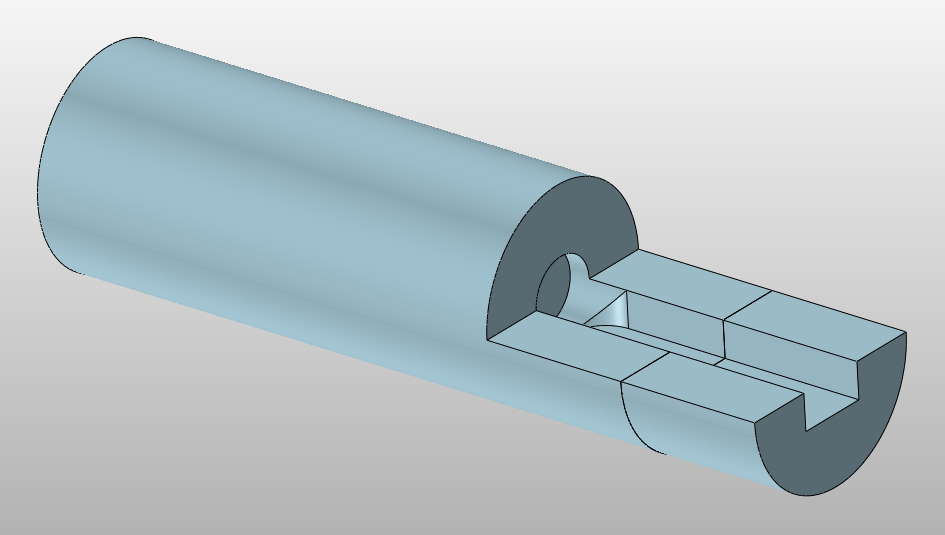
I then used a 7 mm end mill to open the half-round slot up to be a 3.5 mm × 7 mm rectangular section slot.
 |
I then cut the end in half along this line.
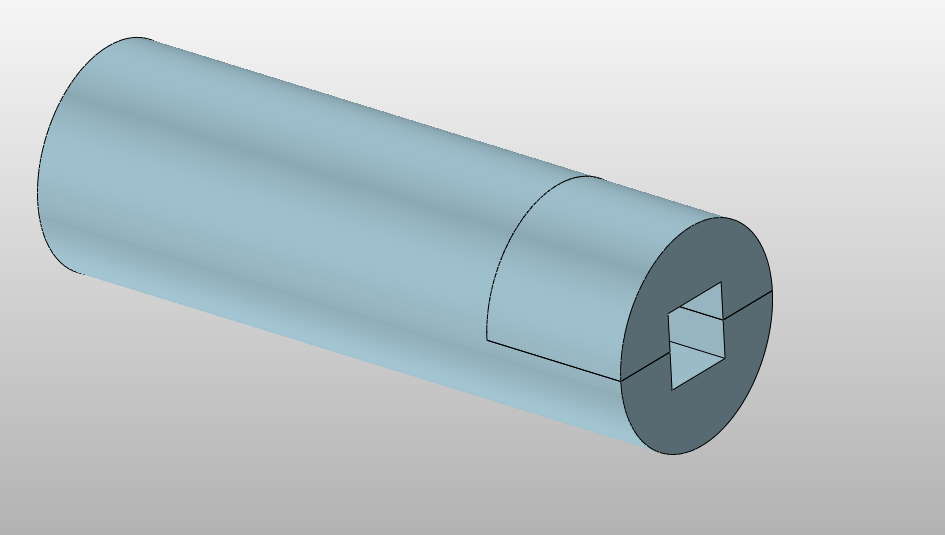 |
Finally, I flipped the end over and welded it in place. It was then returned to the lathe for finishing and finally welded to the handle.
This website is free, but costs me money to run. If you'd like to support this site, please consider making a small donation or sending me a message to let me know what you liked or found useful.